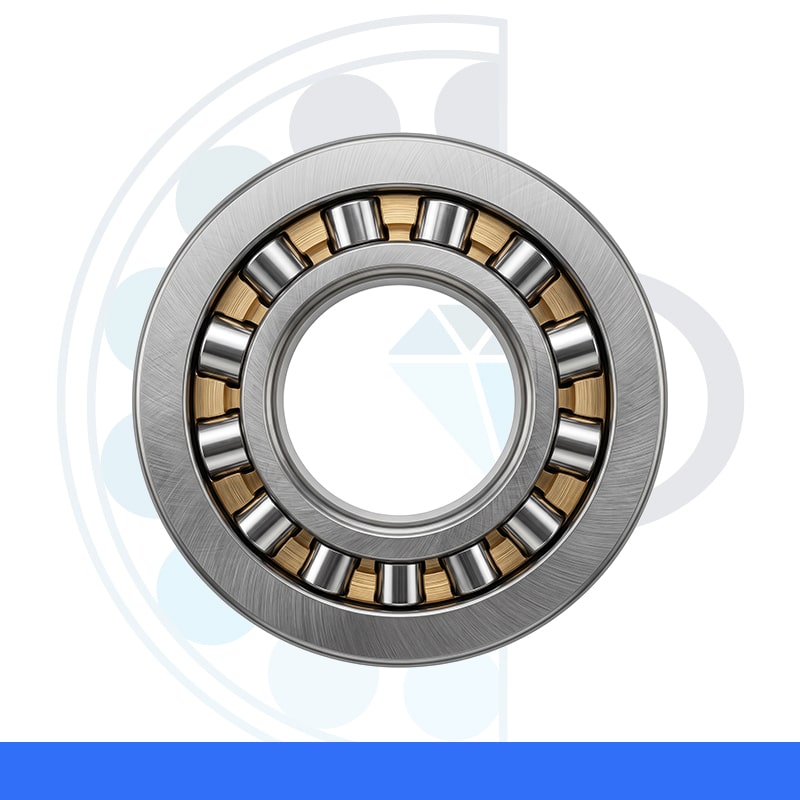
البيليات الأسطوانية الدفعية هي محامل دحرجة صُممت هندسياً بتركيز حصري على استيعاب الأحمال المحورية (Axial Loads) العالية جداً وإجهادات الصدمات في اتجاه موازٍ لمحور الدوران. يتمثل دورها الوظيفي في منع الإزاحة المحورية للأعمدة الدوارة، ونقل القوى الدافعة الشديدة إلى مبيت الآلة (Housing)، مع توفير أقصى درجات الصلابة الميكانيكية ضمن مساحات محورية ضيقة حيث لا تكون المحامل الكروية قادرة على تحمل تلك الإجهادات.
تعتمد ديناميكا هذه القطعة على التلامس الخطي (Line Contact) بين العناصر المتدحرجة ومسارات التدحرج، مما يوزع الإجهاد على مساحة أكبر ويمنحها قدرة تحميل استاتيكية وديناميكية هائلة. نظراً لأن الأقطار الداخلية والخارجية لمسار التدحرج تدور بسرعات خطية مختلفة، يتولد انزلاق كينماتيكي (Kinematic Slip) حتمي عند نهايات الأسطوانات أثناء الدوران. هذا الاحتكاك الانزلاقي يولد حرارة أعلى مقارنة بالمحامل الكروية، مما يحصر استخدام البيليات الأسطوانية الدفعية في التطبيقات ذات السرعات المنخفضة إلى المتوسطة. كما يتطلب مبدأ عملها وجود حد أدنى من الحمل المحوري (Minimum Axial Load) لمنع انزلاق المتدحرجات بدلاً من تدحرجها.
يتكون التجميع الإنشائي قياسياً من ثلاثة عناصر منفصلة:
حلقة العمود (Shaft Washer) وتكون ذات تفاوتات دقيقة للتثبيت الداخلي.
حلقة المبيت (Housing Washer) بقطر داخلي أوسع قليلاً لعدم التلامس مع العمود.
التجميعة الدفعية للأسطوانات والقفص (Thrust Cylinder Roller and Cage Assembly).
تُصنع الحلقات والأسطوانات من صلب المحامل عالي الكربون والكروم (AISI 52100 / DIN 100Cr6) المعالج حرارياً لصلابة تتراوح بين 58 إلى 64 HRC، لضمان مقاومة إجهاد التلامس (Contact Fatigue). أما القفص، فيُصنع في التطبيقات الثقيلة من النحاس المشغل آلياً (Machined Brass) بدرجة (CuZn40Pb2) لتبديد الحرارة، أو من الصلب المشكل بالضغط (JIS SPCC) للتطبيقات القياسية، أو البولي أميد المقوى (PA66) للتشغيل الهادئ والسرعات المنخفضة.
تصمم وفق المعيار (ISO 104)، وتتكون من حلقة عمود، وحلقة مبيت، وقفص بأسطوانات. قادرة على استيعاب الأحمال المحورية وتثبيت العمود في اتجاه واحد فقط. لا يمكنها تحمل أي قوى قطرية مرافقة.
تُستخدم لتأمين التوجيه المحوري للعمود في كلا الاتجاهين. تتكون إنشائياً من حلقة عمود مركزية مشتركة، وحلقتي مبيت خارجيتين، ومجموعتين من الأقفاص والأسطوانات.
تعتبر صنفاً مشتقاً يُستخدم عندما تكون المساحة المحورية مقيدة للغاية. تستخدم أسطوانات بإبر رفيعة جداً (نسبة الطول إلى القطر عالية). يمكن استخدام التجميعة (القفص والإبر) منفردة مباشرة على الأسطح المجاورة إذا كانت تلك الأسطح مقساة ومجلخة لتعمل كمسارات تدحرج.
خطوط البثق البلاستيكية والمعدنية (Extruders).
خطاطيف الرافعات البرجية والبحرية (Crane Hooks).
منصات الحفر ومعدات استخراج النفط.
علب التروس الصناعية الثقيلة والمخفضات.
الوصلات الدوارة (Swivel Joints) في أنظمة الأنابيب.
خطوط البثق البلاستيكية والمعدنية (Extruders).
خطاطيف الرافعات البرجية والبحرية (Crane Hooks).
منصات الحفر ومعدات استخراج النفط.
علب التروس الصناعية الثقيلة والمخفضات.
الوصلات الدوارة (Swivel Joints) في أنظمة الأنابيب.
التشحيم (Lubrication): نظراً لارتفاع نسبة الانزلاق الكينماتيكي، يُوصى باستخدام زيوت تشحيم تحتوي على إضافات الضغط الشديد (EP Additives). في التطبيقات عالية الإجهاد، يُفضل التزييت بالزيت الدوار (Circulating Oil) بلزوجة (ISO VG 150 إلى 320) لتبريد القطعة.
المحاذاة والتعامد (Alignment & Perpendicularity): هذه البيليات لا تتسامح مطلقاً مع عدم المحاذاة. يجب أن تكون أسطح الاستناد في العمود والمبيت متعامدة تماماً مع محور الدوران؛ إذ يؤدي الانحراف بأكثر من 1 إلى 2 دقيقة قوسية (Minutes of Arc) إلى تركز إجهاد خطير وتدمير فوري.
التثبيت الميكانيكي (Mechanical Mounting): يجب الحفاظ على البيلية تحت تأثير حمل محوري دائم باستخدام نوابض (Springs) إذا كان الحمل التشغيلي غير مستقر لتجنب الانزلاق.
المشكلة: التلطيخ أو الانزلاق المجهري (Smearing / Skidding) السبب الجذري: تشغيل المنظومة بحمل محوري أقل من الحد الأدنى المطلوب (Fa min)، مما يؤدي إلى انزلاق الأسطوانات فوق مسار التدحرج وانهيار طبقة التزييت. الإجراء التصحيحي: تعديل التصميم لإضافة تحميل مسبق (Preload) باستخدام نوابض قرصية، أو استخدام بيلية ذات سعة تحمل أقل تتناسب مع الحمل الفعلي.
المشكلة: التآكل المائل لمسار التدحرج (Uneven Raceway Wear) السبب الجذري: عدم تعامد السطح الداعم للمبيت أو العمود مع محور الدوران (Misalignment)، مما يركز كامل الحمل المحوري على حافة واحدة للأسطوانات. الإجراء التصحيحي: إعادة تجليخ أسطح الاستناد في المبيت والعمود لضمان التعامد الدقيق، أو الانتقال لاستخدام حلقة مبيت ذاتية المحاذاة (Spherical Seating Washer) إذا سمح التصميم.
المشكلة: الفشل الحراري للقفص النحاسي (Brass Cage Thermal Failure) السبب الجذري: تجاوز السرعة الدورانية للحد الكينماتيكي المسموح (RPM Limits)، مما ولد احتكاكاً انزلاقياً فاق قدرة الزيت على تبديد الحرارة. الإجراء التصحيحي: ترقية نظام التزييت إلى التدوير القسري للزيت المبرد (Forced Cooled Oil)، أو تقليل السرعة التشغيلية.
المشكلة: التقشر الخطي المبكر (Early Line Spalling) السبب الجذري: تلوث نظام التشحيم بجزيئات معدنية أو سيليكونية قاسية، تعرضت للهرس تحت التلامس الخطي محدثة شقوقاً مجهرية. الإجراء التصحيحي: تفريغ مبيت التشحيم وتنظيفه بالكامل، استبدال الزيت/الشحم، وترقية نظام العزل (Rotary Shaft Seals).
المشكلة: التكسر الإنشائي للحلقات (Structural Ring Fracture) السبب الجذري: عدم توفر دعم هيكلي كامل لحلقة المبيت من الجهة الخلفية، أو وجود فجوات (Undercuts) في سطح الاستناد تحت تعرض القطعة لأحمال صدمية (Shock Loads). الإجراء التصحيحي: إعادة تصميم مبيت التثبيت لضمان استناد مسطح وكامل بنسبة 100% خلف حلقة الدفع، وتجنب الفراغات في مناطق تركز الإجهاد.
يُعد التخزين بوضعية أفقية (مسطحة) شرطاً إلزامياً للبيليات الدفعية، حيث أن تخزينها عمودياً يؤدي إلى انفصال المكونات أو تشوه القفص تحت وزن الأسطوانات. تُحفظ في المستودعات بدرجة حرارة محيطة تتراوح بين 20 °C إلى 25 °C مع رطوبة نسبية دون 60%. يمنع نزع التغليف الواقي المضاد للتآكل (VCI Packaging) أو إزالة زيت الحفظ المصنعي إلا قبيل التركيب مباشرة لتجنب الأكسدة السطحية (Surface Oxidation).
يتطلب التوافق الهندسي للبيلية الدفعية البديلة مطابقة ثلاثة أبعاد مترية أساسية: القطر الداخلي لحلقة العمود (d)، القطر الخارجي لحلقة المبيت (D)، والارتفاع المحوري الكلي للتركيبة (H) بالمليمتر. يجب التأكد من مطابقة مادة القفص المرمزة في اللاحقة (Suffix)، حيث أن استبدال قفص نحاسي صلب بقفص صلب مشكل قد يؤدي إلى فشل في التطبيقات ذات الاهتزازات العالية. كما يجب الحذر عند استبدال قطع من التجميعة (مثل حلقة المبيت فقط) بتأكيد تطابق تصنيفات التفاوتات (Tolerance Classes) لتجنب اختلافات السماكة بين المصنعين والتي تؤدي لعدم استواء الحمل.











{kind=link}