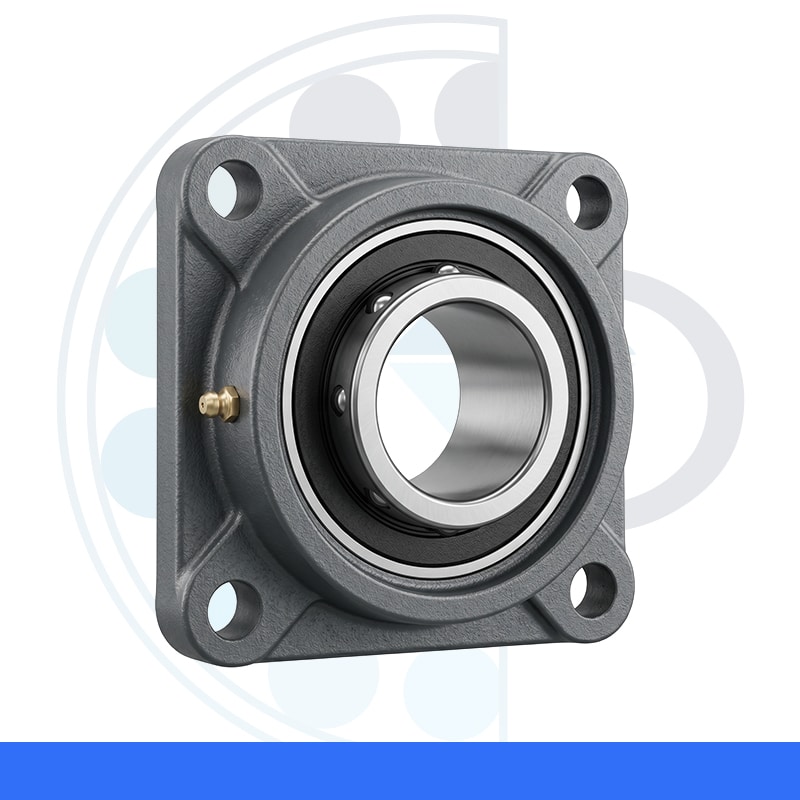
المحامل الفلنجية (Flange Bearings) هي وحدات ميكانيكية مجمعة تتألف من محمل دحروجي مدمج داخل غلاف أو مبيت (Housing) مزود بشفة (Flange) متصلة لتسهيل التثبيت الجداري. يتمثل الدور الوظيفي لهذه الوحدات في دعم أعمدة الدوران (Rotating Shafts) التي تمر عمودياً عبر الإطارات أو الجدران الإنشائية للآلات، مع نقل الأحمال الشعاعية (Radial Loads) والمحورية (Axial Loads) الخفيفة بأمان إلى الهيكل الثابت. تخضع هذه الوحدات لمعايير هندسية عالمية لضمان قابلية التبادل والتوافق، أبرزها معيار ISO 3228 الخاص بأغلفة المحامل المصبوبة، ومعيار JIS B 1559 لتفاوتات التركيب، ومعيار ISO 9628 الخاص بالمحامل الداخلية (Insert Bearings).
تعتمد ديناميكا هذه الوحدات على تثبيت الغلاف الفلنجي بقوة على سطح مستوٍ بواسطة مسامير ربط، في حين يدور العمود داخل الحلقة الداخلية للمحمل. تتميز هذه المحامل بخاصية المحاذاة الذاتية (Self-Aligning)، حيث يُصمم السطح الخارجي للمحمل الداخلي والسطح الداخلي للغلاف بشكل كروي. يسمح هذا التصميم الكروي للمحمل الداخلي بالدوران بزاوية محدودة داخل الغلاف لتعويض عدم المحاذاة الابتدائية (Initial Misalignment) للعمود بمقدار يتراوح بين ±2° إلى ±3°، مما يمنع تولد إجهادات انحناء (Bending Stresses) مدمرة على عمود الإدارة.
تتكون وحدة المحمل الفلنجي القياسية من الأجزاء الهندسية التالية:
المبيت الفلنجي (Flanged Housing): يُصنع قياسياً من الحديد الزهر الرمادي (Grey Cast Iron) بمرتبة ASTM A48 Class 30 أو HT200 لامتصاص الاهتزازات. في الصناعات الغذائية والدوائية، يُصنع من الصلب المقاوم للصدأ (AISI 304) أو اللدائن الهندسية الحرارية (PBT Thermoplastics).
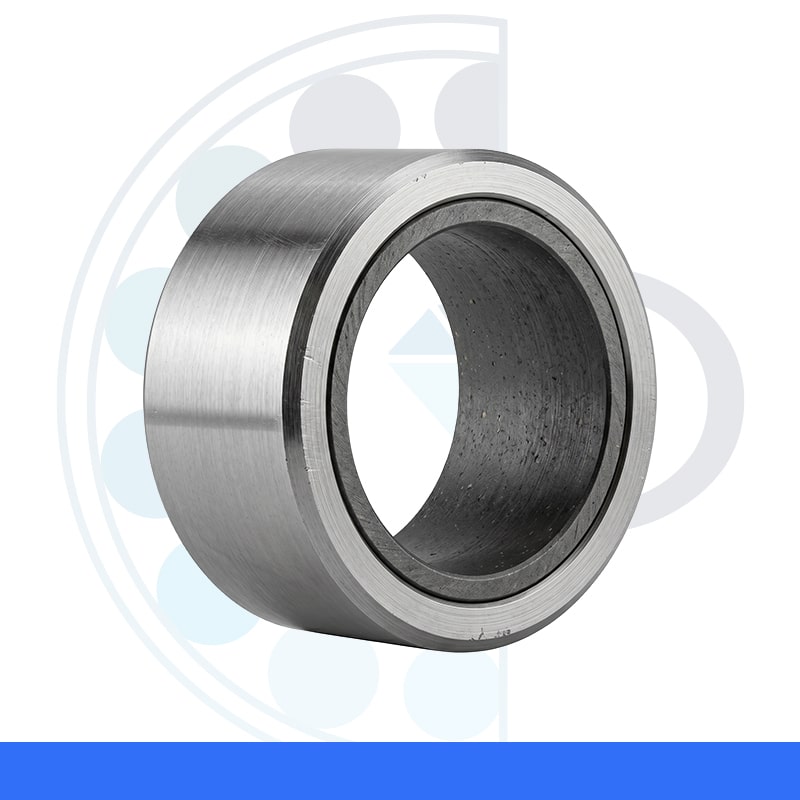
المحمل الداخلي (Insert Bearing): حلقة داخلية وخارجية وعناصر دحرجة تُصنع من صلب المحامل الكرومي عالي الكربون (AISI 52100) المعالج حرارياً لقساوة 58-62 HRC.
نظام التثبيت (Locking Mechanism): يعتمد على مسامير تثبيت (Set Screws) أو طوق قفل لامركزي (Eccentric Locking Collar) مصنع من صلب السبائك المعالج (Alloy Steel).
موانع التسرب (Seals/Flingers): نظام عزل مزدوج يتكون من شفة مطاطية من النتريل (NBR) مدعومة بعاكس معدني (Steel Flinger) لطرد الملوثات عبر القوة الطاردة المركزية.
وحدة تثبيت تحتوي على أربعة ثقوب للمسامير موزعة على زوايا غلاف مربع الشكل. توفر أعلى درجات الثبات والصلابة الإنشائية (Structural Rigidity) ضد قوى القص، وتُستخدم كمعيار أساسي عندما لا تكون هناك قيود على مساحة التركيب الجدارية، وهي الأنسب للأحمال الشعاعية العالية.
وحدة تثبيت مصممة بغلاف معيني أو بيضوي يحتوي على ثقبين فقط لمسامير الربط. تُستخدم في التطبيقات التي تعاني من ضيق المسافة العرضية (Lateral Space) على إطار الآلة وحيث يكون وزن الوحدة الإجمالي عاملاً حرجاً، وتتناسب مع الأحمال الشعاعية المتوسطة.
تأتي مزودة بأربعة ثقوب تثبيت مع طوق توجيه أسطواني بارز (Pilot / Spigot) في الجهة الخلفية للغلاف. يتدخل هذا الطوق بشكل دقيق في تجويف مخصص بآلة التشغيل لضمان تمركز محوري (Concentricity) فائق الدقة. تُستخدم هذه الوحدات في التطبيقات التي تدور بسرعات عالية وتتطلب توزيعاً دقيقاً للأحمال لمنع الانحراف المركزي (Eccentricity).
أنظمة السيور الناقلة (Conveyor Systems) في التعدين والخدمات اللوجستية.
معدات التدفئة والتهوية وتكييف الهواء (HVAC) لدعم مراوح الطرد المركزي الكبيرة.
الآلات الزراعية (Agricultural Machinery) مثل الحصادات والجرارات.
معدات التعبئة والتغليف (Packaging Machinery) وآلات تصنيع الورق.
محطات معالجة المياه ومضخات الخلط.
أنظمة السيور الناقلة (Conveyor Systems) في التعدين والخدمات اللوجستية.
معدات التدفئة والتهوية وتكييف الهواء (HVAC) لدعم مراوح الطرد المركزي الكبيرة.
الآلات الزراعية (Agricultural Machinery) مثل الحصادات والجرارات.
معدات التعبئة والتغليف (Packaging Machinery) وآلات تصنيع الورق.
محطات معالجة المياه ومضخات الخلط.
التزييت والتشحيم (Lubrication): تأتي المحامل مشحمة مسبقاً، ولكنها تتطلب إعادة تشحيم دورية عبر حلمة التشحيم (Zerk Fitting / Grease Nipple). يجب استخدام شحم ليثيوم (Lithium-based) درجة NLGI 2. يجب ضخ الشحم ببطء أثناء دوران العمود لتجنب تفجر موانع التسرب.
ضوابط التثبيت والمحاذاة: يجب التأكد من استواء السطح الجداري (Mounting Surface Flatness) بحيث لا يتجاوز التفاوت 0.1 mm، لمنع تولد إجهادات التوائية (Torsional Stresses) على الغلاف الزهري أثناء شد المسامير.
الفحص الدوري: يتضمن فحص إحكام مسامير قفل العمود (Set Screws) كل 500 ساعة تشغيل، حيث يؤدي ارتخاؤها إلى تآكل عمود الإدارة.
المشكلة: تآكل واحتكاك عمود الإدارة (Shaft Fretting / Galling)
السبب الجذري: ارتخاء آلية التثبيت (مسامير القفل أو الطوق اللامركزي) مما يتسبب في دوران العمود داخل الحلقة الداخلية للمحمل بدلاً من الدوران معها، أو استخدام عمود بتفاوت أبعاد أقل من المواصفة (Under-sized Shaft).
الإجراء التصحيحي: فحص تفاوت العمود واستبداله إذا لزم الأمر ليطابق تسامح (h7 أو h8)، واستبدال المحمل الداخلي، ثم تطبيق مركب تثبيت لولبي (Threadlocker) على مسامير القفل وربطها بالعزم القياسي.
المشكلة: كسر الغلاف الزهري (Housing Fracture)
السبب الجذري: عدم استواء سطح التثبيت (Mounting Base)، مما يولد إجهاداً مستمراً أثناء إحكام ربط مسامير الشفة، أو تعرض الوحدة لأحمال صدمية ديناميكية تتجاوز قدرة الحديد الزهر (Brittle Material).
الإجراء التصحيحي: استبدال الغلاف وتصنيع سطح التثبيت ميكانيكياً (Machining) لضمان الاستواء التام، أو التبديل إلى غلاف مصنوع من الصلب المصبوب (Cast Steel) لامتصاص الصدمات.
المشكلة: تسرب الشحم السريع ودخول الملوثات (Premature Seal Failure)
السبب الجذري: ضخ الشحم بضغط عالٍ جداً باستخدام مسدس التشحيم الهوائي مما يؤدي إلى شق مانع التسرب (NBR)، أو تراكم مواد صلبة حول الغلاف تتغلب على قدرة العاكس المعدني.
الإجراء التصحيحي: استبدال المحمل الداخلي (Insert) بالكامل، استخدام مسدسات تشحيم يدوية مع ضخ كميات مقننة (غرامات محددة حسب القطر)، وتركيب أغطية حماية إضافية (End Covers).
المشكلة: ارتفاع حرارة الوحدة بشكل مفرط (Overheating)
السبب الجذري: تطبيق إجهاد محوري غير محسوب نتيجة التمدد الحراري لعمود الإدارة مع تثبيت المحامل الفلنجية من كلا الطرفين بشكل محكم (Fixed-Fixed Arrangement) دون ترك مساحة للتمدد.
الإجراء التصحيحي: تعديل تصميم التركيب بجعل أحد المحامل حراً (Floating Bearing) عن طريق عدم إحكام مسامير التثبيت بالعمود في الطرف غير القائد لتبديد التمدد الطولي (Thermal Expansion).
المشكلة: اهتزازات شعاعية غير طبيعية (Radial Vibrations)
السبب الجذري: تجاوز تفاوت اللاتمركزية (Runout Tolerance) في عمود الإدارة، أو تلف عناصر الدحرجة بسبب نقص التشحيم المستمر الذي يؤدي لتقشر مسار الكرات (Spalling).
الإجراء التصحيحي: قياس استقامة العمود باستخدام مؤشر قياس (Dial Indicator) وتقويمه أو استبداله، وتبديل المحمل مع تطبيق جدول صيانة دورية للتشحيم.
يُشترط تخزين الوحدات الفلنجية في وضع رأسي أو أفقي مستقر بحيث لا تتعرض الشفة (Flange) لأحمال انحناء ثابتة. يجب إبقاؤها داخل التغليف البلاستيكي المعالج بموانع الصدأ في بيئة تتراوح درجة حرارتها بين 15 °C إلى 25 °C، ونسبة رطوبة أقل من 60%. يجب حماية المستودع من الاهتزازات الأرضية (كالمتولدة من الرافعات الشوكية) لمنع ظاهرة التآكل الاحتكاكي الزائف (False Brinelling) بين الكرات ومسار الدحرجة أثناء فترة التخزين.
عند استبدال وحدة فلنجية بأخرى من جهة تصنيع مختلفة، يجب التحقق من ثلاثة أبعاد حاسمة: قطر التجويف الداخلي للعمود (Shaft Diameter - d)، المسافة المركزية بين ثقوب مسامير التثبيت (Bolt Center-to-Center Distance - J)، والارتفاع الكلي للشفة. تتوافق السلسلة اليابانية ذات المعيار (UC) هندسياً في معظم الأبعاد مع سلسلة المحامل من النوع (Y-Bearings) الأوروبية، لكن يجب التأكد من نظام التثبيت المفضل هندسياً في آلتك؛ حيث يمكن استبدال التثبيت بمسامير القفل (UC Series) بالتثبيت عبر طوق لامركزي (HC/SA Series) أو التثبيت بجلبة مخروطية (UK Series) في حال كان العمود عرضة للاهتزازات العكسية عالية التردد.











{kind=link}
{kind=link}